2月28日(土)
第8回の阿部経営塾。
アチーブメント青木社長。
強烈なインパクトで、講義いただく。
自身の起業の理念は、間違いではないことを確認すると共に、
自分の経営者としての課題は、あまりにも多いことを実感。
この機会を与えていただいたあらゆる方に感謝。

MIYOSHI代表、佐藤英吉の周りで巻き起こる日々の出来事から、
ちょっとした気付きや、深い学び、そして、驚きWOW!
そんな奮闘ぶりを20年間、ヒデヨシ日記に書き残しています。
「今日の学び」を常に己に言い聞かせ、人間革命していくために。
過去の日記のアーカイブはこちら
2月28日(土)
第8回の阿部経営塾。
アチーブメント青木社長。
強烈なインパクトで、講義いただく。
自身の起業の理念は、間違いではないことを確認すると共に、
自分の経営者としての課題は、あまりにも多いことを実感。
この機会を与えていただいたあらゆる方に感謝。
2月27日(金)雨
扇野をビックサイトへ行かせて、
山崎といっしょに出かけた。
狭山、入間へ出かけた。
午後、一社長野から来社される。
夕方、志村社長と立川へ。
体調悪い中、付き合っていただく。
2月26日(木)
午前中、生産計画の会議。
3月予定が、4月にずれ込んで、
3月の計画が、大幅に崩れた。
業界のバラつきだけでなく、
産機と民製との両立が好ましいとのアドバイスもあり、
今日から、新しい作業に冨田・杉本が挑戦。
宮崎は、予定しているラインの準備も完了。
新倉のペンキは2日目に入って、階段も塗ることに。
昼からは、扇野、山崎、宮崎、木村で相模原へ。
樹脂成型の工場を見学をさせていただく。
僕は、シーケンサ制御の見積りがうまく行かずイライラ。
勉強不足にもほどがある。
設計から労務までできる人がほしい。いないか。
2月25日(水)

新倉・冨田の二人でペンキ。
階段の壁際をペンキ塗り。
朝の指示で申し訳ないが、
いつかやろうと思っていたことを実現してくれた。
昼にアールキューブさん訪問。
夕方、西田まことさんが来社。
電気自動車に乗っていただく。
2月24日(火)雨
朝礼終了後、すぐに七星科学様へ。
扇野、宮崎、杉本、冨田と僕の5人で納品。
そして、エスイーさんへ。
朝、メールが入った篠塚さんと数社へ。
宮沢製作所様、フェア様、
日本ユニバーサル電気様、ライナックス様。
特に、志村社長からは、大事なアドバイスをいただく。
たしかに不景気だが、見積り案件をたくさん抱えている会社もある。
今に見合った製造業なりのアプローチの仕方がある。
それを志村社長は教えてくれた。大事な視点だ。
これまでの踏襲はダメだ。だからと言ってジタバタしても始まらない。
戦略が大事だ。
今日、踏んだ一歩。これもうちなりの戦略。
夜、清水社長より電話あり。
先日の提案に対して、来週サンプルを作製して持参するとのこと。
嬉しい報告である。安価で出来上がれば非常におもしろい。
組み立て世界一を目指す現場では、
次々と課題が出てきては、アイデアでカイゼンされる。
そのうちに、MIYOSHI生産方式なるものも生まれて来ると期待する。
絶対にカイゼンをとめないことだ。発想し続けること。
2月23日(月)
なんだか、体が重いなあ。
ほんとに重いのか。。
今、中小企業の社長は気をつけないと。
2001年の経験が生きている。感謝。
挫折を知らない社長は、
今年を乗り切る前に神経と体が持たないのではないか。
そんなことを考えながら出社する。
久々の2Fの朝礼では、
●戦略を持たせた多能工。
●ホワイトボードに電気料金グラフ化をした経緯。
●先日の新聞記事を紹介。受精卵を取り違えた不具合の原因とは。
昼、佐々木社長と昼食のときに、
高橋一家と出会ってビックリ。
午後、創伸横井社長のところへ。
その後、1社立ち寄ったが不在。
夕方、COM電子さんへ久々に訪問。
理念の行き届いた会社だと思う。
2月20日(金)朝雪だったらしい
「みんなの頑張りで、
今週、思い描いていた目標は、
全てクリアしました。ありがとうございます。
今日の最終で、最後のレイアウト変更をして、
これまでのほぼ半分のスペースにします。
これで完了です。
みんなも、今週やってきたことは体で覚えてください。
狭い現場で一方通行、仕掛りなしというシンプルシステムを。
全ての現場に当てはまります。」以上、朝礼。
午前、1社訪問して、銀行へ。
午後、戻って会議。来週の生産計画の打合せ。
昨日の計画変更を受けてどうするか。
立ち上げが重なる月と、仕事が薄い月と。
なかなかうまくはいかないものだ。
横田さん来社され、いっしょに出かける。
帰社して、今日の報告を受ける。
一人一人の顔色を見ると達成感が伝わってくる。
この1週間、みんなよく頑張った。
2月19日(木)晴れ
PLAN→DO→CHECK
この3日間のカイゼン。
みんなの頑張りで、ほぼ狙い通りの結果を生み出してます。
なんとか、この週末までに決着をつけたいと思います。
今日のホシを確認します。
●○○については、受入検査と前加工をセットにして、1個10秒タクトを達成させます。
昨日は、この前加工の動きに無駄が多かった。
3人でバタバタやっていたものを、1人で出来るやり方を考えました。
10秒タクトをめざしてください。と飯高と冨田の二人に託した。
●NGの滞留をなくします。
検査NGから工程内へのフィードバックを究極の早さにします。
工程内では、1個不良を作ると、その場で1個返品されてくる。
今作ったNGだから、次の1個は作らないようにする。
一番の無駄取りは、NGを作らないことです。
これで、品証が夜遅くまで残業しなくて良くなる。
「なあーんだ、そんなことか。」そういうところに組立のノウハウはある。
●ロット管理
資材でのロット管理の徹底。先入れ先出しのルートさえできていれば、
現品票による変更点管理で、部材のロット管理は完了する。
今日は、この三つをホシにします。
今、僕が話したことは今日のPLANです。
今からトライしてみてください。それがDOです。
その次が大事です。CHECKです。
PLANに対してどうだったかを、必ず報告をしてください。しかも早く。
昨日、杉本さんは10時半のタイミングで、
「今日の600は、3時には完成すると思います。」
と報告をくれました。こういうことが大事です。
報告もしないで帰ってしまうというのはもっての外ですが、
夜になって報告があっても遅い。
CHECKが早ければ、次のPLANも早く手が打てる。
このPLAN→DO→CHECKのサイクルが速い会社ほど、強い会社ということです。
以上、朝礼。
午前、エスイー尾澤社長と打合せ。
突拍子もない提案が飛び出す。おもしろいことを考えている。
午後は、検査治具設計の打合せ。
シーケンサプログラムなど勉強になる。断っていたら、この経験はなかった。
ありがたい。全部勉強だ。
帰社してみると、PLANに対しての報告が続々入る。
タクトについては、長崎が首からストップウォッチをぶら下げて報告してきた。
飯高と冨田は、狙いを上回る仕事をやってのけたようだ。
ホシをはっきりをさせてあげること。
それができたのかできなかったのかを確認して、
その人が頑張れば乗り越えられる次のホシを決めてあげること。
この繰り返しで人も組織も成長する。しかも楽しく。
2月18日(水)晴れ
今日も1Fで朝礼。
昨日のレイアウト変更の狙いを説明。
ラインと検査とのバランスをとる。
トレイ流しから、1個流しに変更して無駄をなくした。
(そんなの無理ですよ、と思っているかも知れないが)大丈夫。
タクトは、数日の中で確認しているから安心して、あわてないでやってください。
諏佐が頑張って、
スタートからいきなりいい流れができたので、ひとまず安心した。
木村とホワイトボードの作り込みをした。
最初に線を引かないこと。少なくとも1週間は様子を見て、
必要な情報だけに絞り込んでから、線を引く。
自分で引いた線で仕事を作ってしまう人の多いこと。
あらゆるフォーマットがそうだ。最初に線を引かないことだ。
いくつか、指示を出して昼から出掛けた。
近所の晃栄電機さまを訪問。
副社長が、丁重にご案内をしてくださった。
昨今の業況や悩みは重なり合うところが多い。
2月17日(火)晴れ
もう一度、1Fで朝礼。
昨日の実績が、ほぼ目標近くいけたこと。
今日のホシを説明。
●昨日、作業台に部品の置き去りがあったことを厳しく指摘。
●仕掛りをなくせる配置をしたので、なくすように。
●ゴミは、長崎が帰るときに出すように。
●それぞれの生産数目標は、できる数字だから自信を持ってやるように。
午後は、木村も佐藤もいないので、長崎が目配りをしっかりするように。
午前中、ユース様社長来社。
出掛けに、リーダーの3人を叱りつけた。
隣のやり方は私とは違う。との話が聞こえたからだ。
なにー!私のやり方ってのはないんだ!
いいカイゼン項目があれば、全体に展開をしなさい。
自分だけやり方が違うというのは、MIYOSHIの中では絶対に認めない!
組立ては、そういうところから不良をつくるんだ!
違うと思ったら、何で声をかけないんだ!
午後、木村とともにアサヒ様にて品質会議。
木村の感覚がキチッとできていることを実感する。
夜帰社して、長崎から報告を聞く。
10人以上の現場の切り盛りは、段取りが勝負。それを痛いほど感じたと思う。
頑張って、ほぼ計画通りに行っている
レイアウト変更。明日は、いよいよ生産と検査のバランスを取る。
シンプルで、一方通行で、仕掛りのない工程配分をつくることに尽きる。
品質も、ロット管理も、コストも、レスポンスも、グリーン調達も、これで管理がし易くなる。
誰が見ても分かる流れ、シンプルシステム。ここに尽きる。明日も勝負。
2月16日(月)晴れ
1Fで朝礼。
先週末に大幅に変化したレイアウトの説明。
レイアウトの場所に立ってもらい、アース、電源、工程タイトル、作業指示書の確認。
その他、注意事項を確認。
●今日から、木村ではなく長崎を呼ぶように。
●品証のテーブルが汚い。きれいにするように。
●表示の直付けは、1日が限度。全部剥したので指示書に展開するように。
これで、一方通行、シンプル工程が実現するはず。
できるだけ狭いスペースで仕事をするように。
自分が社内を軸にするため、山崎を外回りに出した。
午後、税理士との打合せ。
夕方帰社。
現場は大変だったが、
今日は、ほぼ狙い通りいった。
長崎、宮崎を残し、明日の作戦会議。
2月13日(金)晴れ
「やってやろうじゃないの。」
負けるわけにいかない。
みんなのために、絶対に乗り越えてみせる。
自分に言い聞かせる。
日中の現場は、木村、長崎、宮崎がいい動きをするが、
木村の人員の配置がいまいち。
人の使い方ができるようになるまでには、時間がいる。
この機会に、もう一回自分の背中を見せておこうと思う。
せっかくいい人材がいるのだから。
夕方、相模部品工業様、アーク様来社。
3月立ち上げの打合せをする。
夜、木村、長崎、新倉と共に大幅レイアウトの変更。
レイアウトに、ものづくりの意思が現れる。
現場はできるだけ狭くすることがポイント。
狭くできないということは、それだけロスが生まれる。
使わないところを電気を消して置くくらいでいいのである。
意思のある、戦略のあるレイアウトと人員の配置が、
ほとんど全てと言っていい。リーダーには、学んでほしい。
2月12日(木)晴れ
川畑体調不良で退社。
自分の責任を重く感じる。
午前、ひびきさんの全自動焼き機の発表会。
吉田パッケージの吉田社長が初めて来社される。
多岐に渡った対話、非常に勉強になる。
夕方、狭山にて西武文理大学柏木教授の今の見通し。
2月10日(火)晴れ
給与の手渡しと3月からの契約書のサイン。
非常に重苦しい雰囲気だったり、
新たな提案があったり。心配事があったり。
給与体系。自己評価。
簡単なものじゃないことを思い知る。
ここに経営者としての考え方が反映される。
数年いる人は、数年いるなりのスキルがあると考える。
が、年功序列が見直される背景には何があるか。
ひとつのアイデアが浮かぶ。
ミック様来社。
篠塚さんが社長と共に来社。
昭和アロイさま、アークさまをいっしょに訪問。
2月9日(月)晴れ
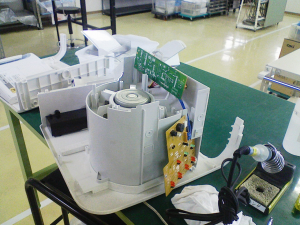
松下の加湿器をばらしてみた。
フィルターのセンサーが利いて、
しょっちゅー止まるからである。
メイドインチャイナ。
同じスペックで2万円を切るものはない。
おそらく一番売れているであろうこの機種がどういう構造か。
ぎりぎり保証が切れているので修理に出す訳にもいかず、
かと言って、たかがセンサーのことで泣き寝入りしたくない。
非常にシンプルで、よくできている。無駄がない設計。
なるほど、2万円でできるわけだ。
傾斜センサーは基盤に実装。
湿度センサーも、ヒーターへ行くリレーも、水位センサーもあるが、
フィルターの掃除を指示するセンサーはどこにあるのか。
モーターへの負荷を検知しているのか。
ばらして組みなおしてみたら直ったみたい。まあいいか。
朝礼では、インフルエンザ対策。
風邪かと思ったら休む。家族がインフルエンザの場合でもマスクをする。
うがいは、口をゆすいでから。室内の湿度を50%以上に保て。
日中は、1Fのカイゼンのために立ってみる。
今週一杯かけて、再度見直そうと言っていた内容だ。
半日もいれば、だいたい分かる。
人の動き、リーダーを呼ぶ内容、やっている仕事そのもの、早さの違い。
自分なりのカイゼン案を夕方まとめて、現場のリーダーにぶつけてみる。
すると、むしろ現場から良い案がぞくぞくと出てきた。
「これを先に組んでおくと早いんです。」
「これは無駄な作業です。」
「よし、やめちゃおうか!」
(もちろん、もともとはミスを見逃さないための関所だったり、何らかの意味のあることを承知している)
現場の言うとおりにやっていくと、かなりシンプルになった。
現場の声に耳を傾けること。それ実現できない障害を取り除いてあげること。
先週川畑と話していた内容。
きっと、全部ひっくり返すほどのビックリするくらいのカイゼンだよ。
でも「なあーんだ。そんなことだったら僕だってできましたよ。」というカイゼン。
そこに発想がいくのか、いかないのか。チェンジ。今を否定することだよ。
自分がやってきたことが全部違っていると思うくらい否定してみて、現場の違う意見を聞いてみる。
そこにヒントが一杯ある。それと、品質維持のセオリーとを整合させてひとつのカイゼンが生まれる。
その発想が肝だ。MIYOSHIが生き残るか死んで行くかの肝だよ。
そのカイゼン人口が何人いるのか。企業は、その人口で決まる。
ポイントは全員が、
「次は別の人に引き継ぐという前提で、シンプルなシステムをつくる。」こと。
「ここは自分がいなければダメなんです。」というのはできていない証拠だ。
「皆がルールを守らないからです。」ということも同じ。ルールはつくらない。
シンプルじゃなくなるからだ。それをやらないと次にいけないシステムをつくる。
その方向にしか取り付かないシステムをつくる。
目をつぶっても、声をかけなくても良品ができるシンプルシステムをつくってから、
危ない箇所を徹底...
2月6日(金)晴れ
染谷さん来社。5年ぶりくらいか。
ついつい意気が上がって、
子供のようにしゃべり過ぎてしまいましたか?
ぜひとも、月一回は来社してください。
それくらいのスパンで成長して参りる決意です。
午後、アサヒ阿部専務来社。
取引先の評価が高いことを喜んでいただき、
期待を込めて説明を聞いてくださった。
夕方、谷本君来社。
ちゃんと予習されてきたとのことで、話が早い。
「自己評価制度。いいと思いますよ。
うちも半期ですけどやってます。」とのこと。
夜は、さいしんの新年会。
石川遼君のお父さんは、
「今回のマスターズ出場の経緯から、
人の縁というものの大切さを語られた。」
弊社の電気自動車には、非常に興味を示してくださった。
「こういう事業を、推進させるのが好きなんですよ!」
と、喜んでくださった。
同席された水上社長からは、情について教わる。
2月5日(木)晴れ
ラインストップ。
昨日発生のNGを木村、川畑が解析して報告してくれた。
が、あいまいである。頭で分かっているが対策書にならないのである。
もう一度、やり直し。
みんなを集めて、組みながら追いかけていく。
万が一の可能性を全部拾いながらも、再検査で出ているデータとの整合を見る。
こういうことを繰り返して経験すれば、鼻の利く管理者になれる。
鼻が利く管理者なら、ピンとくるはずだ。
そういう管理者がいる会社が、使い勝手のいい会社なんだ。
原因のはっきりした組立不良ならいい。
原因の分からないNGがたまたま直った時が一番怖い。
川畑から報告する。説明は、完璧だった。
「流出原因は、特定できましたから対策しました。
ほかの可能性は、再現できないため、
発生原因は、○○と、●●の可能性があります。
○○については、今日さらに解析します。
●●については、再検査を実施して再発の有無を確認すれば分かります。」
当然その前に、昨夜代替の製品をすぐに対応して送っている。
三芳から間に合わないものは、車で都内まで運んで間に合わせた。
絶対にシャンシャンで終わらしてはいけない。
うちに原因があるかないかではない。真実がどうなのか。
可能性の全てをあたるべきである。これができない工場が多い。
私の責任ではありません。と言って仕事を終わらせてしまう会社。
お客様が知りたいのは真実なのだ。今後、起こりうる可能性なのだ。
午後、銀行に寄ってから、コアリッションへ。
見積案件を持っていくつもりじゃなかったが、ちょうど良かった。
話が早い。数社と名刺交換。
夕方、アジアさんへ。
2月4日(水)晴れ
午後から、全社でミーティング。
3月からの給与体系の発表をする。
時給は、全員一律にして、能力給を導入します。
能力給は自己評価と管理職による相対評価で毎月決める。
内容は、
社員評価が、
品質・スピード・多能性・責任感・協調性・カイゼン
リーダー評価が、
顧客満足・利益貢献・人材育成・リーダーシップ
自己評価は、絶対評価。
それを、管理職が相対評価で修正を入れる。
非常に重い空気になった。全員に意見を求めた。
「会社に喜んでもらおうと仕事してるのに、
自分で評価するのはおかしい。」
「基準が分からない。自分で評価はしたくない。決めてほしい。」
「もっと細かく評価内容があればやりやすい。」
「個々に、目標を決めるといいのではないか。」
たしかにそうだ。
自分がサラリーマン時代に一番嫌な仕事が、自己評価だった。
どれだけ時間をかけても、終わらないのである。
なぜ自己評価制度を導入するか。僕の思いを語った。
みんな一生懸命にやっているのは良く分かる。
特に、この一ヶ月、涙が出えるほどだ。感動した。
みんな頑張っているのに、それぞれ時給が違う。
なぜ時給が違うのか?僕が、7年間一人で違いを決めてきたんだ。
なぜなら、倍の仕事量をこなす人は、倍の給与をもらうべきだと思うからです。
一個の単価の仕事なのに、1時間の給与で支払っているからです。
これまでは、自分の好き嫌いにならないように、自分なりに基準を決めてきた。
それが、さっき言った内容です。
これからは、みんなにやってもらいたい。
自分はこれは頑張った。これが足りなかったというのを、
一ヶ月に一回タイムカードの提出の時に振り返ってもらいたい。
絶対評価でいい。自分勝手でいい。
これを毎月やるうちに、自分がやらねばならない仕事が見えてくるんじゃないか。
自分のいいところと、足りないところが見えてきたら、来月頑張るテーマが決まるかも知れない。
次に管理職が、相対評価で訂正をしていく。あなたが思っていることが、バランスで見たときにどうか。
昨日打合せをしたが、本当は管理職も評価をやりたくない。
が、腹の中では、この仕事はあの人にやらせたいが、この仕事はこっちの人に見てもらいたい。
と、いつも思っている。仕事を頼みやすい人が評価が高くて、頼みにくい人が評価が低い。
それを、相対評価で表現する必要がある。それが、給与に反映する必要があると思う。
一時、実力主義がもてはやされた後に、年功序列が見直されたりもした。
これで、やってみてもまた変わっていくかも知れない。
或いは、基準や項目が変わる可能性もある。そのときは思い切って変えたい。
どうか、嫌でしょうがやって見てください。
MIYOSHIでやってこれた人は、ほかのどこに行っても通用するというようになります。
そのほか、みんなの意見を聞いていった。
「前いた会社と全然違う。厳しい会社だ。」
「ノルマノルマで今後が心配。」
「前のMIYOSHIが良かった。」等々。
聞いていて反省しきりである。
目標とか標準とか言いながら、作業者にはノルマとしてしか感じ取れてないのである。
よし!やるぞ!という内発パワーでじゃないと、人間の本当の底力は出ないのに。。
たしかに昔のMIYOSHIは良かった。
が、僕は自己満足の昔のMIYOSHIよりも、お客様に必要とされている今のMIYOSHIで結果を出す方が、
本当の価値を生むのではないかと思っている。
問題は、その価値観を共有できていないことにあるのではないかと気づかされた。
「最近退社する人がいるが、会社はどう思っているのか?」
との意見もでた。
この場合の会社とは、僕一人のことだろう。
残念としか言いようがない。
ただ、もっとのんびり仕事できると思っていたが違ったという理由での退社であれば仕方がないと思う。
3年で世界一をめざす以上、会社のレベルはかなり高いところへ成長する必要がある。
頑張ってついて来てもらいたい。が、頑張れない人は生き残りようがない。
僕は、誰にも力はあると思っている。頑張れるか頑張れないかだけの違いだと思う。
話は、業界の現況や、会社の将来などに発展していった。
2月3日(火)晴れ
狭山エフ・イー・シーの阿部社長を訪問。
「歯のない歯車」を開発され、
シャープの境工場などに採用されている。
MIYOSHIでは、クイック ディレクションとでもいうか、
早い段取り替えがテーマになっているが、
そのためにコンパクトなコンベアがほしい。
が、市場にいいものがない。
ならば作るかということになったときに、この歯車に興味があった。
量産も、スポットも、切り替えの早さで勝負していく。
これまでの大型のストレート
午後、七星科学の大島センター長と懇談、鈴木自動車さんに立ち寄り帰社。
夜、管理職とMIYOSHI人事考課制度について、最終の打合せ。
いよいよ、明日全体に説明する。
管理職の二人には、無理をお願いする。
2月2日(月)晴れ
午後、お客様来社。
突然の工場監査も、
準備せずにお迎えできるようになった。
かなり細かいところまで見ていただき、
ご指摘をいただく。ありがたいことだ。
作業終了時の作業台。
トレーの中のフラックス。
半田作業者の保護めがね、マスク。
ピンセットの素材。
変更点管理。検査治具。品質改善の取り組み。
数値の見える化。NG情報発信に対してのフィードバックを受けているか?
樹脂成型やプレスの製造工程をどの程度知っているか?
日報の記載内容。(手書きは好感持てる。)
世界最大手の現場でも、同じように悩み取り組んでいらっしゃるとのこと。
弊社が、世界一のEMSを目指すとのことについても、
真剣に話を聞いてくださった。
「スタッフの姿勢がいい。将来性のある会社ですね。楽しみです。」
との言葉に、嬉しさと緊張が走る